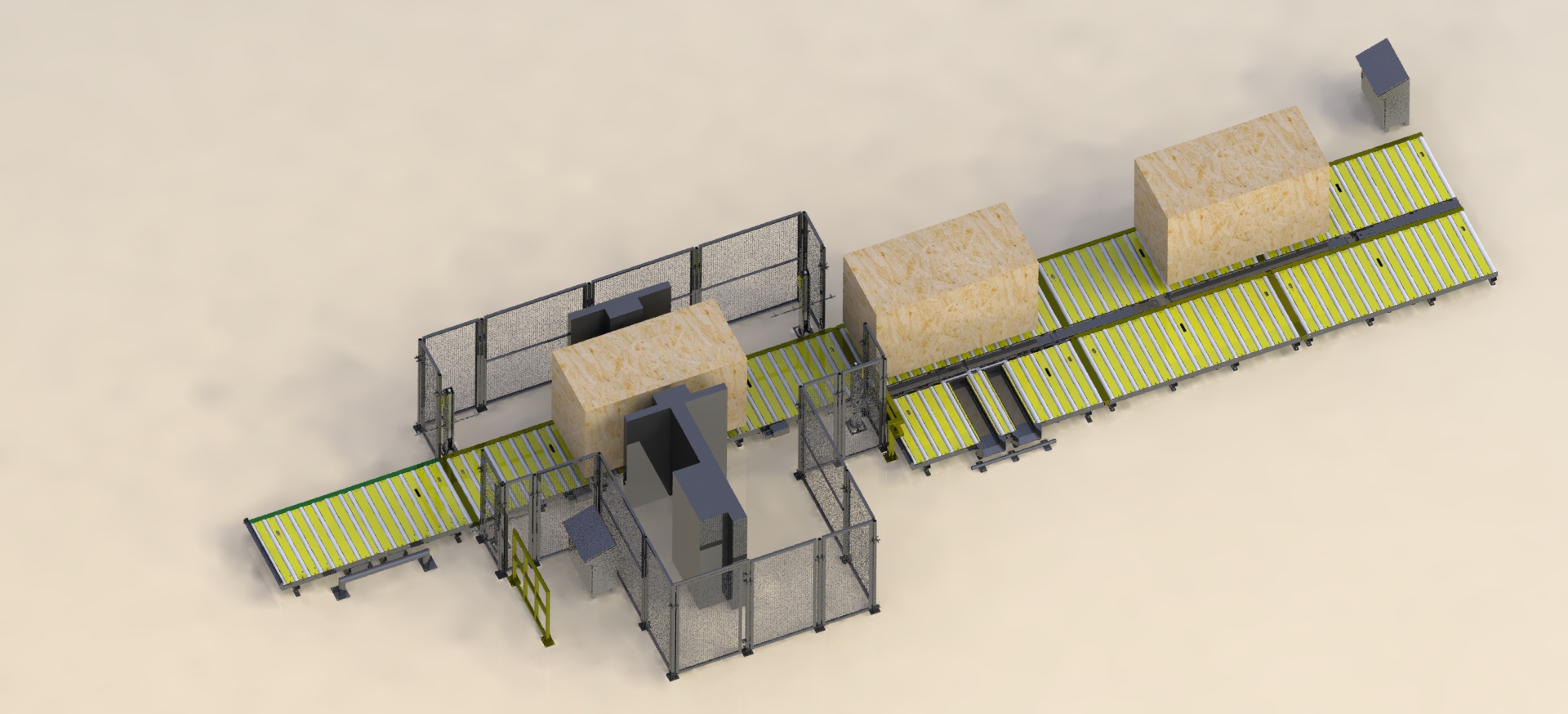
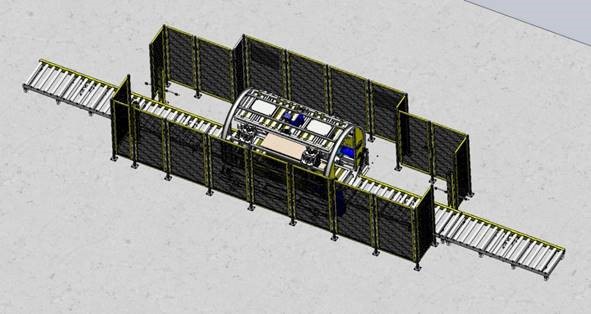
Zakres obracanych pakietów mieści się w trzech wariantach wielkości.
Maks. wymiar sztapli elementów obracanych: dł. 2500 mm × szer. 900 mm × wys. 1400 mm
Min. wysokość sztapli elementów obracanych: 800 mm
Min szerokość obracanego sztapla: 300 mm
Maks. waga jednej sztapli elementów obracanych: 1500 kg
Maks. wymiar sztapli elementów obracanych: dł. 2500 mm × szer. 1300 mm × wys. 1500 mm
Min. wysokość sztapli elementów obracanych: 900 mm
Min szerokość obracanego sztapla z funkcją podparcia bocznego: 600 mm
Maks. waga jednej sztapli elementów obracanych: 2250 kg
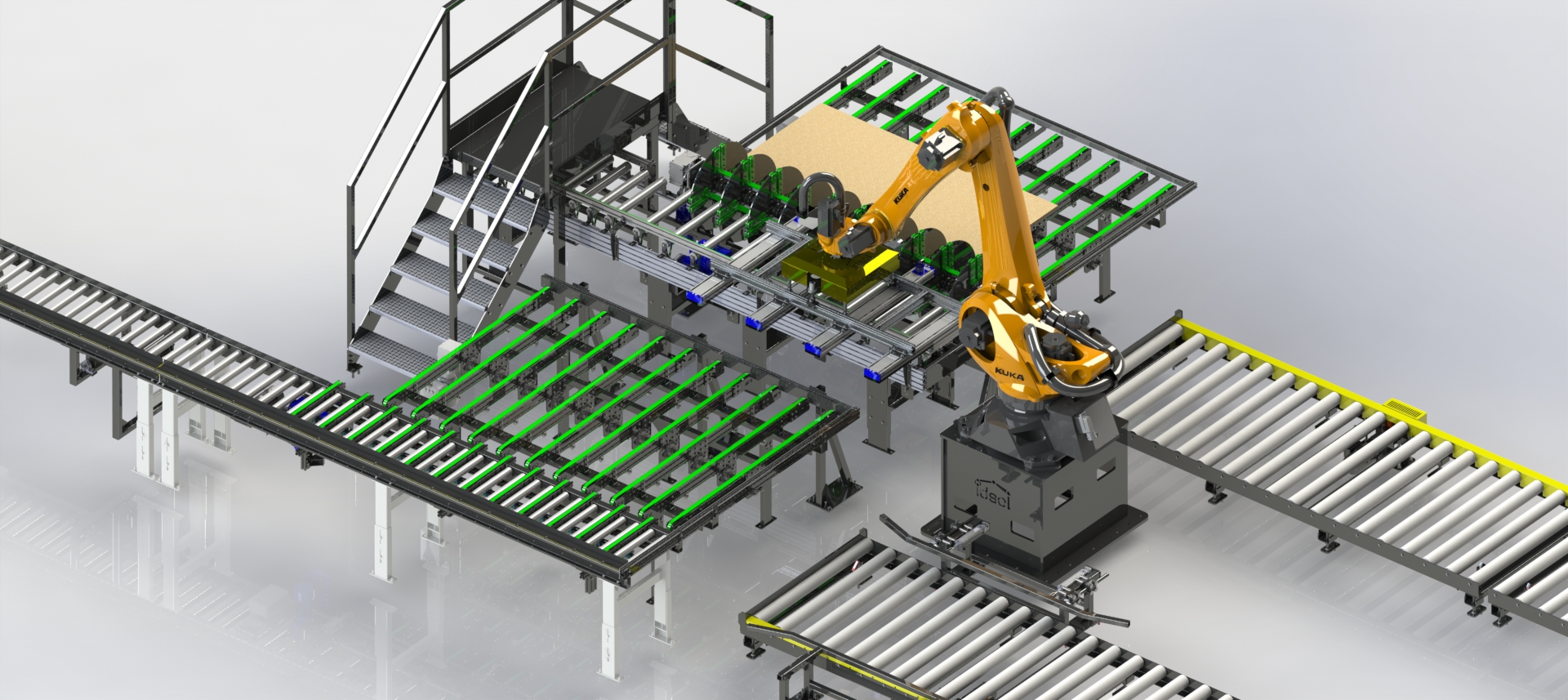
- Do dużych i ciężkich pakietów, np. płyt HDF
Maks. wymiar sztapli elementów obracanych:
dł. 2400 mm × szer. 800 mm × wys. 1300 mm, waga elementów ~ 2500 kg
dł. 2000 mm × szer. 1250 mm × wys. 1300 mm, waga elementów ~ 3000 kg
Min. wysokość sztapli elementów obracanych: 800 mm
Min szerokość obracanego sztapla z funkcją podparcia bocznego: 400 mm
Maks. waga jednej sztapli elementów obracanych: 3000 kg
Czas cyklu samej obrotnicy (z wjazdem i wyjazdem sztapli o min. wys. 900 mm): około 120 sek.
Ogólnie czas cyklu zależy od wysokości i szerokości obracanej sztapli i waha się od 60 sek. do 90 sek.
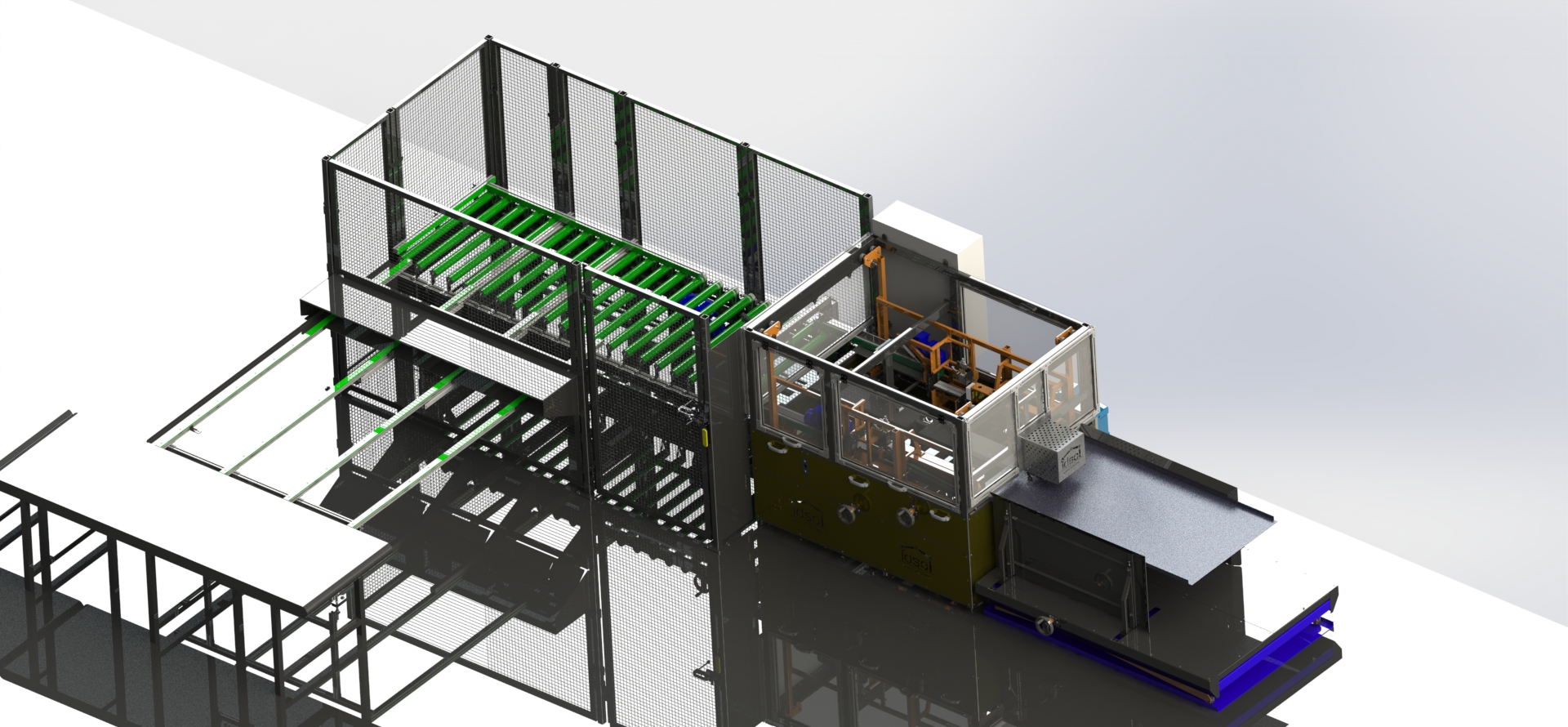
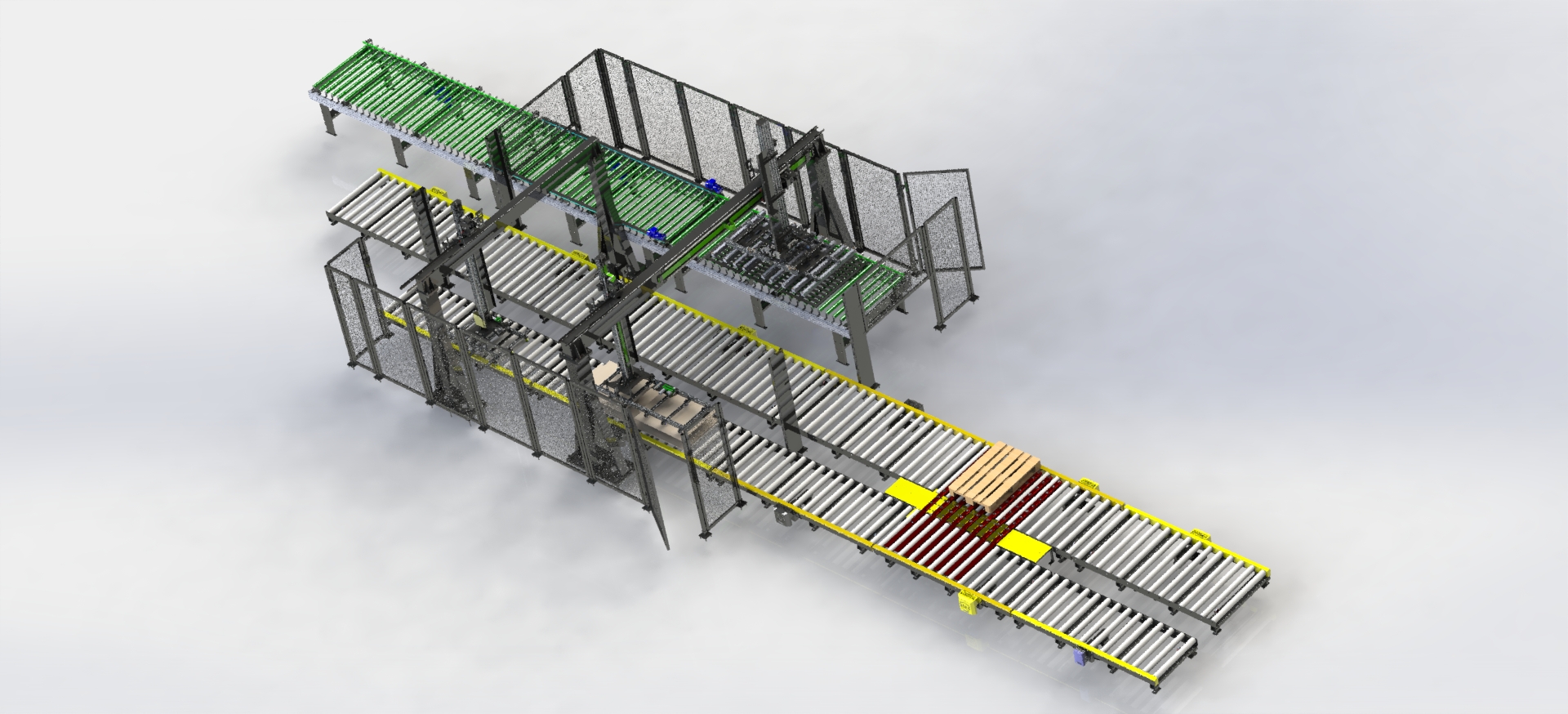
Wtargnięciu osób w obszar pracy stanowiska obracania przeciwdziała system wygrodzenia z optycznym systemem bezpieczeństwa. Urządzenie jest wyposażone w centralny system smarowania zapewniający właściwą pracę mechanizmu ściskania. Dodatkowo śruby ściskające posiadają osłony harmonijkowe zabezpieczające przed zabrudzeniami pochodzącymi z obracanych stosów.